Muitos factores contribuem para o acabamento da superfície no fabrico. Em processos de moldagem, tais como moldagem ou metalurgia, o acabamento superficial do molde determina o acabamento superficial da peça. Na maquinagem, a interacção das arestas de corte e a microestrutura do material a cortar contribuem ambos para o acabamento final da superfície.
Em geral, o custo de fabrico de uma superfície aumenta à medida que o acabamento superficial melhora. Qualquer processo de fabrico é geralmente suficientemente optimizado para assegurar que a textura resultante seja utilizável para a aplicação pretendida da peça. Se necessário, será adicionado um processo adicional para modificar a textura inicial. A despesa deste processo adicional deve ser justificada acrescentando valor de alguma forma – principalmente uma melhor função ou um tempo de vida mais longo. As peças que têm contacto deslizante com outras podem funcionar melhor ou durar mais se a rugosidade for menor. O melhoramento estético pode acrescentar valor se melhorar a vendabilidade do produto.
Um exemplo prático é o seguinte. Um fabricante de aeronaves contrata com um fornecedor para fabricar peças. Um certo grau de aço é especificado para a peça porque é suficientemente forte e duro para a função da peça. O aço é maquinável embora não seja de maquinagem livre. O vendedor decide moer as peças. A fresagem pode atingir a rugosidade especificada (por exemplo, ≤ 3.2 μm) desde que o maquinista utilize pastilhas de qualidade superior na fresa final e substitua as pastilhas após cada 20 peças (em vez de cortar centenas antes de mudar as pastilhas). Não há necessidade de acrescentar uma segunda operação (tal como rectificação ou polimento) após a fresagem, desde que a fresagem seja suficientemente bem feita (pastilhas correctas, trocas de pastilhas frequentes e líquido de refrigeração limpo). As pastilhas e o líquido de refrigeração custam dinheiro, mas os custos que o lixamento ou polimento implicaria (mais tempo e materiais adicionais) custariam ainda mais do que isso. A obtenção da segunda operação resulta num custo unitário mais baixo e, portanto, num preço mais baixo. A concorrência entre vendedores eleva tais detalhes de importância menor para crucial. Foi certamente possível tornar as peças de uma forma ligeiramente menos eficiente (duas operações) por um preço ligeiramente superior; mas apenas um fornecedor pode obter o contrato, pelo que a ligeira diferença de eficiência é ampliada pela concorrência para a grande diferença entre o prosperar e o fechar de portas das empresas.
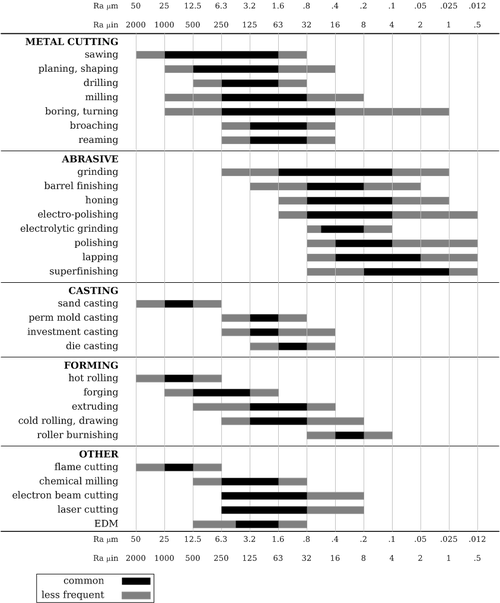
Apenas à medida que diferentes processos de fabrico produzem peças com várias tolerâncias, são também capazes de diferentes asperezas. Geralmente, estas duas características estão ligadas: processos de fabrico que são dimensionalmente precisos criam superfícies com rugosidade baixa. Por outras palavras, se um processo pode fabricar peças com uma tolerância dimensional estreita, as peças não serão muito rústicas.
Dev>à abstracção dos parâmetros de acabamento de superfície, os engenheiros usam normalmente uma ferramenta que tem uma variedade de rugosidades de superfície criadas utilizando diferentes métodos de fabrico.