Molti fattori contribuiscono alla finitura superficiale nella produzione. Nei processi di formatura, come lo stampaggio o la formatura dei metalli, la finitura superficiale dello stampo determina la finitura superficiale del pezzo. Nella lavorazione, l’interazione dei bordi di taglio e la microstruttura del materiale da tagliare contribuiscono entrambi alla finitura superficiale finale.
In generale, il costo di produzione di una superficie aumenta con il miglioramento della finitura superficiale. Qualsiasi processo di fabbricazione è di solito ottimizzato a sufficienza per garantire che la struttura risultante sia utilizzabile per l’applicazione prevista del pezzo. Se necessario, sarà aggiunto un processo supplementare per modificare la texture iniziale. La spesa di questo processo aggiuntivo deve essere giustificata dall’aggiunta di valore in qualche modo – principalmente una migliore funzione o una maggiore durata di vita. Le parti che hanno un contatto scorrevole con gli altri possono lavorare meglio o durare più a lungo se la rugosità è inferiore. Un miglioramento estetico può aggiungere valore se migliora la vendibilità del prodotto.
Un esempio pratico è il seguente. Un costruttore di aerei stipula un contratto con un fornitore per realizzare dei pezzi. Un certo grado di acciaio è specificato per il pezzo perché è abbastanza forte e abbastanza duro per la funzione del pezzo. L’acciaio è lavorabile anche se non a macchina. Il venditore decide di fresare i pezzi. La fresatura può raggiungere la rugosità specificata (per esempio, ≤ 3,2 μm) a condizione che l’operatore utilizzi inserti di qualità superiore nella fresa e sostituisca gli inserti ogni 20 pezzi (invece di tagliarne centinaia prima di cambiare gli inserti). Non c’è bisogno di aggiungere una seconda operazione (come la rettifica o la lucidatura) dopo la fresatura, purché la fresatura sia fatta abbastanza bene (inserti corretti, cambi di inserti abbastanza frequenti e refrigerante pulito). Gli inserti e il refrigerante costano, ma i costi che la rettifica o la lucidatura comporterebbero (più tempo e materiali aggiuntivi) costerebbero anche di più. L’eliminazione della seconda operazione si traduce in un costo unitario inferiore e quindi in un prezzo più basso. La concorrenza tra i fornitori eleva questi dettagli da minori a cruciali. Era certamente possibile fare i pezzi in un modo leggermente meno efficiente (due operazioni) per un prezzo leggermente più alto; ma solo un fornitore può ottenere il contratto, così la leggera differenza di efficienza viene ingrandita dalla concorrenza nella grande differenza tra la prosperità e la chiusura delle aziende.
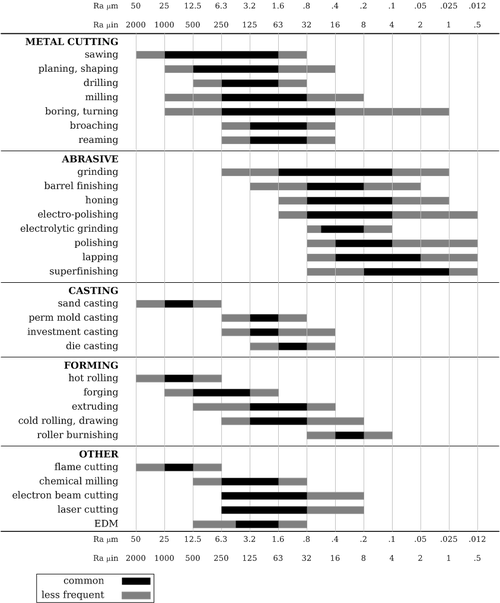
Così come diversi processi di produzione producono pezzi con diverse tolleranze, sono anche capaci di diverse rugosità. In generale, queste due caratteristiche sono collegate: i processi di fabbricazione che sono dimensionalmente precisi creano superfici con bassa rugosità. In altre parole, se un processo può produrre pezzi con una tolleranza dimensionale stretta, i pezzi non saranno molto ruvidi.
A causa dell’astrattezza dei parametri di finitura superficiale, gli ingegneri di solito usano uno strumento che ha una varietà di rugosità superficiali create con diversi metodi di fabbricazione.